


青海热镀锌拉杆-热镀锌拉杆生产厂-天津PG·胡了模拟器服务新能源公司
天津PG·胡了模拟器服务新能源科技有限公司
经营模式:生产加工
地址:天津西青区杨柳青新华道111号
主营:抗震螺丝光伏配件管廊配件
业务热线:150-22551005
QQ:191782008
产品详情 联系方式
产品品牌:PG·胡了模拟器服务新能源
供货总量:不限
价格说明:议定
包装说明:不限
物流说明:货运及物流
交货说明:按订单
有效期至:长期有效
钢拉杆的安装
1、打开包装,将除销钉外的零件在地面依次安装好,安装期间注意螺纹的旋向,防止碰伤螺纹以及避免螺纹粘上杂物。(根据合同要求,长度较短的拉杆可在出厂前组装后发货)
2、测量钢拉杆安装节点间的长度(也可根据图纸尺寸确定),确定钢拉杆初始安装长度。
3、将对应的组装好的拉杆吊装于相应安装位置,吊装时采用软吊索,防止划伤拉杆表面防腐层。
4、将两端叉耳穿入底座,注意防止碰伤螺纹以及避免螺纹粘上沙粒,将叉耳孔与底座孔对准,插入销钉,再插入开口销。开口销应有较大的开口量,防止开口销松脱。
5、用扳手扳动中间的拉杆,将拉杆扳紧到位。
6、 全部安装完毕后,由安装单位整体做防腐处理。






蜗杆轴的主要加工表面是外圆表面,也还有常见的特特形表面,因此针对各种精度等级和表面粗糙度要求,按经济精度选择加工方法。对普通精度的蜗杆轴加工,其典型的工艺路线如下:
毛坯及其热处理—预加工—车削外圆—铣键槽—(花键槽、沟槽)—热处理—磨削—终检。
(1)蜗杆轴的预加工
轴类零件的预加工是指加工的准备工序,即车削外圆之前的工艺。
校直:毛坯在制造、运输和保管过程中,常会发生弯曲变形,为保证加工余量均匀及装夹可靠,一般冷态下在各种压力机或校值机上进行校直。
(2)蜗杆轴加工的定位基准和装夹
①以工件的中心孔定位在轴的加工中,零件各外圆表面,锥孔、螺纹表面的同轴度,端面对旋转轴线的垂直度是其相互位置精度的主要项目,这些表面的设计基准一般都是轴的中心线,若用两中心孔定位,符合基准重合的原则。中心孔不仅是车削时的定为基准,也是其加工工序的定位基准和检验基准,又符合基准统一原则。当采用两中心孔定位时,还能够在一次装夹中加工出多个外圆和端面。
②以外圆和中心孔作为定位基准(一夹一顶)用两中心孔定位虽然定心精度高,但刚性差,尤其是加工较重的工件时不够稳固,切削用量也不能太大。粗加工时,为了提高零件的刚度,可采用轴的外圆表面和一中心孔作为定位基准来加工。这种定位方法能承受较大的切削力矩,是轴类零件常见的一种定位方法。

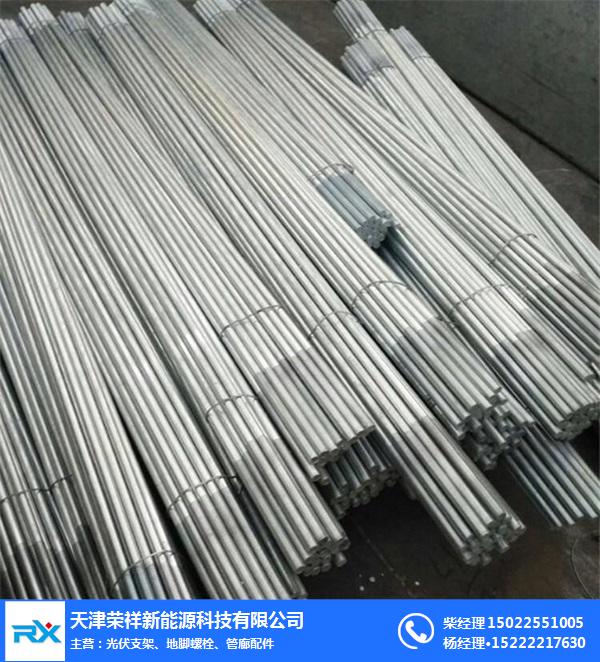
钢结构拉条的结构和安装方法
钢结构拉条是钢结构建筑的组成部分之一,其功能主要用于调节和控制两个相邻檩条的稳定性,广泛用于檩条、C型钢、Z型钢的矫正以及钢结构车间和房屋的整体固定方面。钢结构拉条的作用是保证向下的力通过直拉条传递到斜拉条,终到达钢架,并且保证檩条在风力和安装荷载下的稳定性。
一、钢结构拉条的规格尺寸
钢结构拉条的主要材料为Q235线材生产,该结构通常由直径为12的圆钢制作而成,也有使用直径为14和16的圆钢来制作的,其规格主要有M10,M12,M14,M16(mm)等。


柴经理先生
手机:15022551005
最新信息


